By virtue of its enormous benefits, such as light weight, outstanding toughness, easy molding and low cost, plastic is gaining more and more popularity in modern industry and the production of daily necessities, because it is an ideal substitute for glass. Especially, in the fields of optical devices and the packaging industry, it has witnessed an exceptionally rapid development. However, due to the fact that such plastic materials are required to be extremely transparent(clear), with great abrasion resistant and impact resistant features, a great deal of effort is needed in the aspects of plastic ingredients, as well as the technology, equipment and molds throughout the entire plastic injection molding process, so as to make sure that these glass substitute materials (hereinafter referred to as transparent plastics) possess an outstanding surface finish, thus meeting the application requirements.

Currently, the commonly used transparent plastic materials on the market include polymethyl methacrylate (commonly known as acrylic or acrylic glass, abbr. PMMA), polycarbonate (abbr. PC), polyethylene terephthalate (abbr. PET), transparent nylon, acrylonitrile-styrene copolymer (abbr. AS) and polysulfone (abbr. PSF), etc., among which the 3 most commonly used ones are PMMA, PC and PET. Now, we will take these 3 materials as an example, to discuss the characteristics and the injection molding process of transparent plastics.
-
Performance of transparent plastic materials(clear plastics)
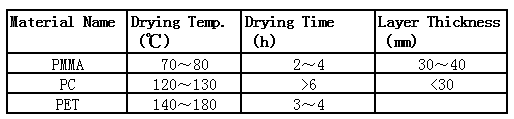
Above all, transparent plastic materials have to be highly transparent, and then they need to be strong enough to resist abrasion, impact, heat and chemicals, with a low water absorption rate. This is the only way to guarantee that the materials can meet the transparency and durability requirements for application. The following table I shows the performance comparison among PMMA, PC and PET.
")
From table I we can tell, PC is an ideal choice, but the raw materials are costly and not easy to process. As a result, PMMA is the main choice (for average products). PET needs to be stretched to obtain a desired mechanical performance, so it is usually used for production of packages and containers, etc
Common problems that need to be addressed during the injection molding process of transparent plastics.
Inevitably, due to their high light transmission rate, stringent requirements are imposed on product surface finish defects like pores, black spots, discoloration and low glossiness have to be completely eliminated. Therefore, to guarantee product surface finish, throughout the entire process, close attention should be paid to raw materials, equipment, mold and even product design, with stringent or even special requirements in place. Secondly, since transparent plastic materials normally have a high melting point and poor fluidity, subtle process parameter adjustments including mold temperature, injection pressure and injection speed are usually required to make sure that the mold can be fully injected, and product deformation or cracks that are caused by internal stress can be completely eliminated.
plastic material molding product")
In the following paragraphs, we will discuss the considerations for transparent plastic injection molding from the perspectives of raw material preparation, equipment/mold requirements, the injection process and raw material processing, etc.
(1)Raw material preparation and drying:
Due to the fact that even the smallest amount of impurities in the plastic may greatly affect product transparency. Therefore, during the storage, transport and feeding processes, special attention should be paid to sealing, so as to keep the raw material clean. In particular, if the raw material contains moisture, it may deteriorate after being heated. So, the raw material has to be dried during the molding process, and a dry hopper must be used for material feeding. Also note that, during the drying process, the air blown in has to be filtered and dehumidified to keep the raw material from contamination.
(2)Cleansing of barrel, screw and accessories
Before and after the molding process, in order to prevent the raw materials from contamination, and keep the recessive parts of the screw or the accessories free from used materials or impurities (in particular the resins with a poor thermal stability), each part has to be cleansed by using the screw detergent to protect it from any impurities. If there is no screw detergent, resins like PE and PS can be used to clean the screw. If the machine has to be shut down temporarily, to prevent raw material degradation caused by long time staying in the high temperature environment, the temperatures of the drier and the barrel need to be lowered. For example, barrel temperature for PC and PMMA need to be reduced to below 160℃ (for PC, the hopper temperature should be lower than to 100℃).
(3)Considerations for mold design
To prevent product defects and/or deteriorations caused by poor backflow or uneven cooling, the following points need to be paid attention to when designing a mold.
a)A consistent wall thickness, and a big-enough draft angle;
b)A smooth transition, to avoid the occurrence of pointed angles or sharp edges. Especially for PC products, no gap is allowed;
c)The gate and runner need to be wide and short, and the gate position needs to be defined based on the solidification shrinkage process; Set up a cold slug well when necessary;
d)The mold surface should be glossy, with a low roughness;
e)Adequate venting slots, to expel the air and/or gases in the molten plastic in a timely manner;
f)Except PET, the wall thickness cannot be too thin – usually, it should be thicker than 1mm;
(4)Considerations for the plastic injection process (including requirements on injection machine)
To reduce internal stress and surface defects, the following aspects of the injection molding process should be paid close attention to.
a)Select the injection machine designed with a special-purpose screw and a separate thermostatic nozzle;
- b) The higher the injection temperature is, the better, but keep in mind that the temperature should be controlled below the decomposition point of the resin materials;
c)Injection pressure: Usually higher pressure is applied to cope with the high viscosity of the molten plastic. However, if the pressure is too high, internal stress will occur, leading to difficult mold release or product deformation;
d)Injection speed: Usually, the injection speed should be lower on condition that complete filling can be guaranteed. It is better to employ the slow – fast – slow multistage injection;
e)Pressure holding time & molding cycle: Keep both as short as possible on condition that complete filling can be guaranteed, and no dents or bubbles will occur, so as to minimize molten material’s staying time in the barrel;
f)Screw speed & backpressure: Keep both as low as possible on condition that plasticization quality can be guaranteed, so as to prevent the possibility of degradation;
g)Mold temperature: Product cooling effect plays an important role in determining product quality, so mold temperature has to be accurately controlled during the molding process. Whenever possible, keep the temperature as high as it can be.

If you want to know more about plastic material,please visit our plastic list.








 injection molding defects")