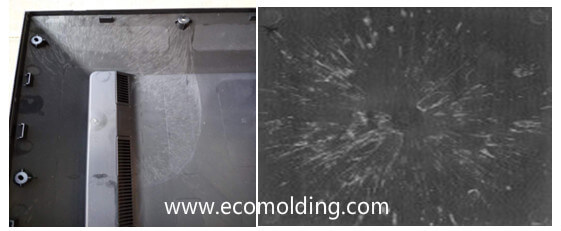
Jetting, also known as jet, worm track, or snake-like pattern, refers to the snake-like curves on a plastic injection molded part along the flow direction from the gate, as shown in Figure 1. Under normal circumstances, the molten plastic fills the mold cavity in a “fountain flow” manner, as shown in Figure 2, which depicts the “fountain flow” in detail. However, when the molten plastic flows at a high speed through narrow areas, such as the nozzle, the runner and the gate, and then suddenly enters an open and relatively wider area, the plastic melt will be injected from one end to the other of the cavity in the form of jet streams, creating folded strips. The melt that enters the cavity later fills the remaining space in the mold cavity with a normal fountain flow and is welded to the jetted streams. Since the melt is immediately cooled the moment it makes contact with the cavity wall (mold surface) which has a relatively low temperature, making the temperature of the jetted material lower than that of the fountain stream that comes later, thus causing poor welding and obvious jetting on the surface of the product. Study shows that the root cause of jetting is related to the mold design on the one hand and the viscoelasticity of the material on the other. From the perspective of the mold, when the molten plastic reaches the gate through a larger-sized runner, the flow resistance of the melt is greatly increased because the gate size is usually very small. In order to pass through the gate, the pressure output of the injection molding machine sharply increases. Accordingly, the pressure of the melt increases greatly, and a sizable shrinkage occurs, so when it subsequently enters an open and large-sized mold cavity, the resistance suddenly decreases, the pressure is suddenly released and the volume expanded to generate the jetting. The larger the melt pressure difference before and after entering the gate, the easier it is to form jet streams. The smaller the gate, the greater the pressure, the faster the speed, the greater the energy for the melt to fly out, and the more severe the jetting is. From the perspective of materials, the plastic melt features viscoelasticity. When the polymer melt is extruded through a die, the cross-sectional area of the extrudate is larger than that of the die exit, i.e., die expansion. For the filler material, the addition of fillers such as talc, calcium carbonate, and various glass fibers will greatly reduce the viscoelasticity of the material, so the possibility of jetting of the filler material is greatly increased. In addition, the more the filler material, the more likely it is to cause jetting.
Jetting Solutions in terms of mold design
1) Increase the gate size
2) Change the gate location
3) Change the gate type
Solutions in terms of molding process
1) Adjust the injection speed
2) Adjust the melt temperature
3) Raise the mold temperature
4) Increase the holding pressure
Solutions in terms of material
1) Improve the viscoelasticity of the material. Generally speaking, the greater the viscosity of the material, the lower the fluidity, the stronger the viscoelasticity, and the less likely it is to cause jetting. However, as mentioned above, for the filler materials, increasing the fillers may reduce the viscoelasticity, as well as the fluidity of the melt, thereby making it easier to cause jetting.
2) Reduce the amount of gas in the material. During the blending modification of plastics, the addition of various additives, the shear mixing of the screw, and the handling of small molecules by the equipment all affect the gas content inside. When the gas content is high, it causes a layer of small molecules to be attached to the front edge of the melt, which makes it more difficult to vent the gas generated during jetting. In the worse-case scenario, the front edge of the melt is burnt or cavitated.