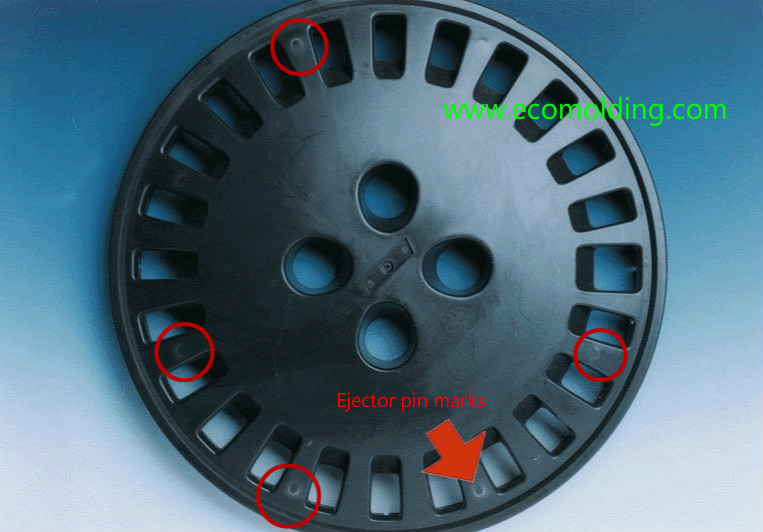
What causes ejector pin marks in injection molded parts?
Ejector pin marks usually refer to the glossy or white imprints on the surface of a injection molded product, as well as the different levels of glossiness – dark or shadow, without convex or concave – visible directly opposite to the ejector pin location. Factors that cause ejector pin mark 1. Product design: Inappropriate product design: 1). The thickness of a product is an important factor to consider during structural design. Increasing the thickness of a product is able to not only improve the filling performance of the resin, but also reduce the orientation stress as well as product deformation. On the contrary, the excessively thin wall will make it difficult to fill the cavity, and accordingly require the increase … Read more
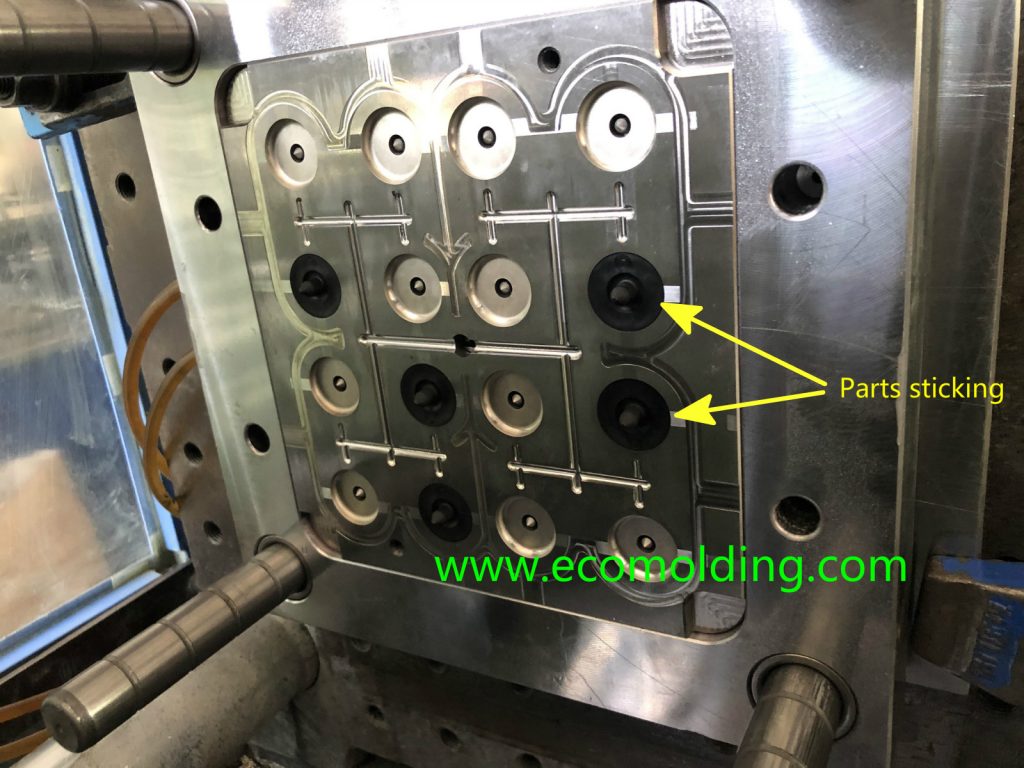
What causes parts sticking or sprue sticking during injection molding?
The causes of parts sticking and sprue sticking are multifaceted, among which mold failure is one of the main reasons. The reasons and corresponding solutions are described as follows: 1. The surface of the mold cavity and sprue bush is rough. If there are surface defects such as gouges, nicks, scars, and dents in the mold cavity and sprue bush, the plastic parts and sprue will easily stick to the mold, resulting in difficulty in ejection. Therefore, the surface finish of the cavity and sprue should be improved as much as possible. The inner surface of the cavity should preferably be chrome-plated. When polishing, the movement direction of the polishing tool should be the same as the direction of mold … Read more

What Causes Jetting in Plastic Injection Molding Product?
Jetting, also known as jet, worm track, or snake-like pattern, refers to the snake-like curves on a plastic injection molded part along the flow direction from the gate, as shown in Figure 1. Under normal circumstances, the molten plastic fills the mold cavity in a “fountain flow” manner, as shown in Figure 2, which depicts the “fountain flow” in detail. However, when the molten plastic flows at a high speed through narrow areas, such as the nozzle, the runner and the gate, and then suddenly enters an open and relatively wider area, the plastic melt will be injected from one end to the other of the cavity in the form of jet streams, creating folded strips. The melt that enters … Read more
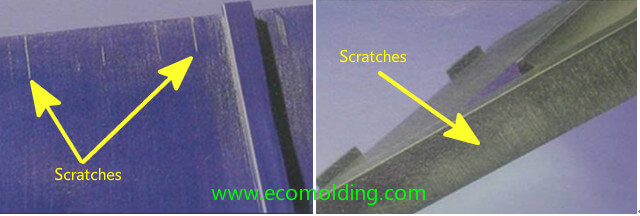
What Causes Scratches in Injection Molded Products?
The scratches (scrape marks)on the appearance of an injection molded product usually occur on such deep-cavity products as chargers, routers, and chassis, etc. It is also a particularly common problem during the injection molding process, known as one of the 10 most challenging problems in the mold and injection molding industry. Glossy products, as well as products with textured sides are easily scratched. What on earth has caused it? When it comes to the scratches on the textured surface, the first thing that comes to the mind of an engineer is that the draft angle on the side of the product is not large enough, but why the scratch still exist after the draft angle is increased? So, solving the occurrence … Read more

What Causes Weld Lines in Plastic Injection Molding Parts?
The definition of weld lines: When multiple plastic flow fronts meet in the cavity after encountering inserts, holes, or areas with inconsistent flow rates or interrupted melt flows, or in the case of gate injection filling, the inability of two or more flow fronts to fully “knit” together will cause the linear weld marks. The appearance of weld lines greatly reduces the mechanical strength of the product. The solution to the weld lines is basically the same as the method for reducing product sink marks. I. Equipment To respond to poor plasticization and uneven melt temperature, the molding cycle can be extended to make plasticization more complete, and select the molding machine with a higher plasticizing capacity when necessary. II. … Read more
What Causes Burn Marks in Plastic Injection Molding?
Factor 1: Melt fracture causes burn marks When the melt is injected into a large-sized mold cavity under high-speed and high-pressure conditions, melt fracture will be easily caused. At this point of time, the surface of the melt is laterally fractured, with the fracture area coarsely mixed to form burn marks on the surface of the plastic part. In particular, when a small amount of molten plastic is directly injected into an oversized mold cavity, melt fracture will be more serious, leaving larger burn marks on the product surface. In essence, melt fracture is caused due to the elastic behavior of the polymer melt. When the melt flows into the barrel, the melt close to the barrel is rubbed by … Read more
How Do You Operate and Maintain Plastic Injection Molds?
When compared with other tools, the plastic injection mold is more complicated and precise, with higher requirements for operation and maintenance. As a result, throughout the entire production process, their correct use and meticulous mold maintenance are of great significance to maintain the normal production and improve the efficiency of a company. 1. Select the right molding equipment, and determine the reasonable process conditions. If the injection molding machine is too small, it will not meet the requirements; if too large, it will waste resources. Also, it may damage the mold or the mold plate due to the improper adjustment of the clamping force, while at the same time affecting the production efficiency. When selecting the injection molding machine, check … Read more

What Causes Short Shot in Plastic Injection Molding?
Short shot refers to incomplete filling of a mold cavity which results in the production of an incomplete part due to the insufficient plastic fluidity. The main causes are the inappropriate injection pressure and speed (including excessive pressure loss caused by resistance), which are mainly affected by the following aspects: I. Injection Molding Machine: (1) Insufficient injection molding capacity – This is caused by an overestimation of the capacity of the injection molding machine, which may also occur due to insufficient plasticizing capacity or insufficient injection volume. Among them, the insufficient plasticizing capability can be increased by extending the heating time, increasing the screw speed and raising the backpressure. If the injection volume is not high enough, the injection machine … Read more
What Causes Flow Lines in Plastic Injection Molding?
Definition of Flow Lines: Flow lines, also known as flow marks Linear marks on the surface of a molded product, which indicates the flow direction of the molten plastic. Injection Molding process 1.Insufficient Pressure / Holding Pressure The injection pressure and the holding pressure are not high enough to press the solidified layer against the mold surface, thus leaving flow lines along the melt flow direction. Increase the injection pressure and the holding pressure, to press … Read more
What causes air bubbles or voids in injection molding?
According to the cause of air bubbles or vacuum voids , the solutions to the defects are described as below: (1) When the wall thickness of the product is large, the outer surface is cooled down faster than the center portion. Therefore, as the cooling progresses, the resin at the center portion is expanded toward the surface while shrinking, so that the center portion is insufficiently filled. This situation is referred to as air bubbles, to which the main solutions are: a) Determine the proper gate and runner size based on wall thickness. Generally, the height of the gate should be 50%-60% of the product wall thickness. b) A certain amount of supplementary injection material is retained until the gate … Read more