Injection Molding Lifter Design in Plastic Injection Mold Tooling
The lifter is mainly used to form the internal undercuts of an injection molded plastic part, and at the same time it also offers ejection function. Considerations in lifter design include selecting abrasion-resistant and durable materials to withstand pressures and ensure operational efficiency. Ejector pins are essential for pushing molded parts out when the mold opens, particularly in scenarios with undercuts. The ejector plate moves upward to assist lifters during the ejection process, allowing molded products to be effectively released from the mold. Complex mold design is crucial as it directly impacts the injection molding machine’s lifter mechanism, especially when dealing with intricate product features like undercuts. The mold cavity plays a crucial role in shaping and solidifying the molten plastic, presenting challenges related to ejection mechanisms. The mold lifter features a simple structure but poor rigidity and a short travel distance. A simpler mold ejection mechanism, such as using inserts, can provide a more straightforward and efficient way to eject products. The lifter employs vertical and horizontal motion to facilitate the ejection of products, particularly those with undercuts. The typical structure is shown as below:
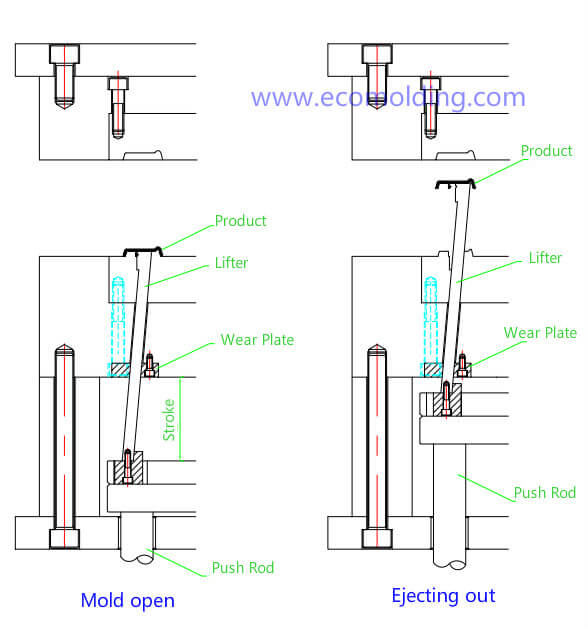
Most injection mold company usually apply the lifter structure as shown. The lifter employs the 8407 steel with a hardness of up to HRC50-52. There should be a distance of 1 – 3mm from the angle lifer to the product, with a clearance of 0.1mm on each side of the base made of the 738 steel, while the length tolerance is +1.5mm and +1.0mm on the top and bottom respectively.
At the end close to the melt flow, a 5.0mm plane surface has to be made (unnecessary when the part profile surface is plane), as well as a head that is bigger than (if not equivalent to) 1.0mm, to prevent the angle lifter from being moved by pressure during the injection molding process. A C0.2 chamfer needs to be set up on the mold core at the corner of the head.
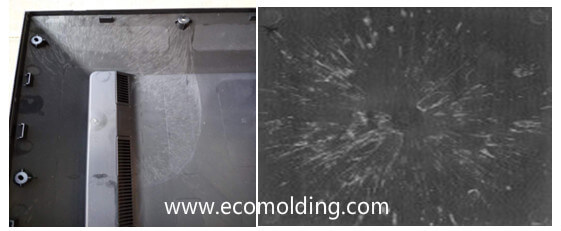
The top of the lifter needs to be 0.03 – 0.05mm higher than the part profile surface, so as to avoid scratch during ejection.
Made of bronze, the wear block adopts the integral form and is installed under the B plate, with the main purpose to avoid lifter deformation and locate the angle lifter during the ejection process. The ejector retainer plate needs to be equipped with a limit column, which should be higher than the lifter base. When ordering a mold base for a injection mold designed with lifters, the spacer block needs to be higher, considering the travel distance of the angle lifter, so as to prevent insufficient travel distance.